Industrial Ventilation, Inc. (IVI)
Headquartered in Nampa, Idaho, USA, is a global leader in potato, onion, carrot, and other vegetable storage technologies. Our complete storage ventilation systems, equipment, and products provide the best post-harvest storage management resources for your crops. Based on your unique crop type, storage location, and storage requirements, we specialize in designing the most optimized solutions.
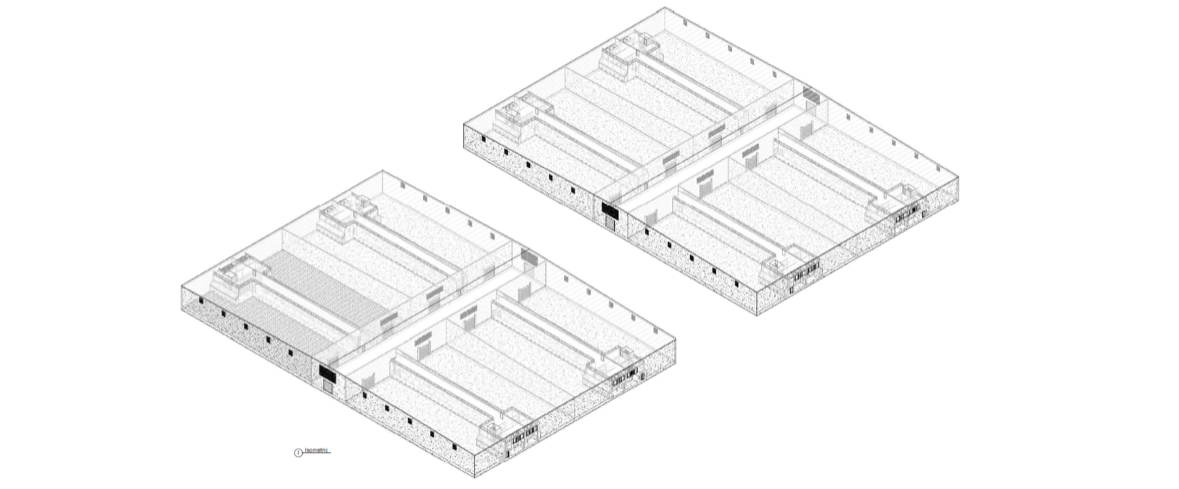
Design Advantages
IVI has extensive project experience worldwide, from hot to cold climates, with proven technical expertise. Its rigorous and responsible design philosophy has earned strong recognition from potato processing companies. IVI is a long-term partner of leading industry players such as Lamb Weston, McCain, PepsiCo, Simplot, and their supplier networks.IVI’s headquarters are located in the northwestern United States, the country’s primary potato-growing region. With climate conditions similar to China’s, IVI’s ventilation, humidification, and refrigeration design concepts for controlled-atmosphere storage are particularly well-suited to Chinese potato storage needs.In China, IVI has established mature sales channels and after-sales service management teams, dedicated to providing a full range of services for root crop storage environment control and ventilation systems—from design and R&D to installation and after-sales support.
Energy-Saving Advantages
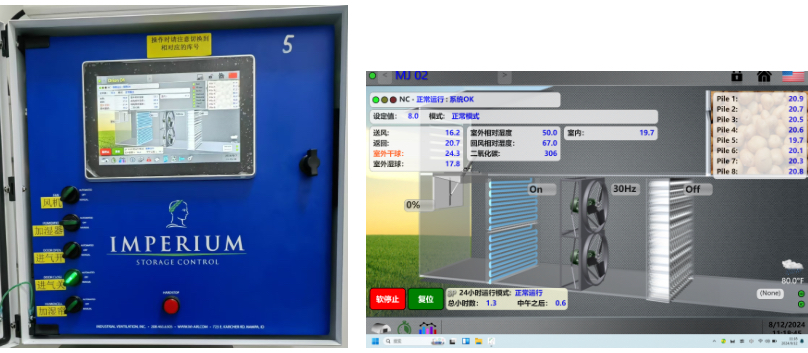
• Variable Frequency Drive (VFD) Efficiency: Different crops require varying airflow during different storage stages. Each fan equipped with a variable frequency motor is independently driven by a VFD, reducing energy consumption. The adjustable frequency range of 5–50 Hz fully complies with China’s latest energy-saving policies.
• Cooling Efficiency: IVI’s intelligent control system uses outdoor cold air as the primary cooling method. When the outdoor temperature is lower than the indoor temperature, intake louvers automatically open to circulate outside air for cooling. When outdoor air is warmer, the system automatically closes the intake and activates refrigeration.
• Humidification Efficiency: IVI’s unique humidification system achieves optimal atomization and high uniformity, which also contributes to cooling effects. For large-volume ventilation designs, IVI’s specially designed air-control louvers balance static pressure, achieving significant energy savings.